Variable pitch and variable helix endmills are marketed to be the solution of chatter. That is, in the ABSENCE of tap testing. They were originally designed for roughing in very difficult materials run at very low speeds. Now, they are touted in all materials (except aluminium - a tell tale), in all applications at any speeds. They use the term "breaking up harmonics" which is a made up phrase with no basis in science. Harmonics are integers of the natural frequency and are GOOD.
- Variable pitch and variable helix tools leave poor surface finishes.
- Variable pitch and variable helix tools wear out faster.
- Variable pitch and variable helix tools have lower feed rates.
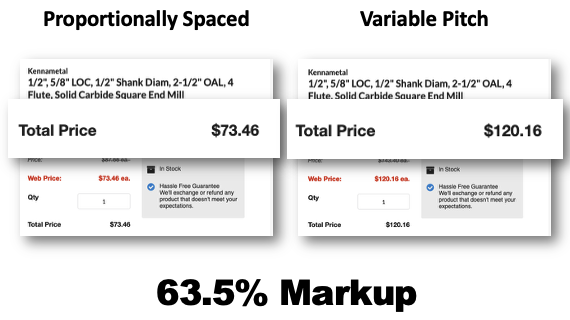
- Variable pitch and variable helix tools cost significantly more.
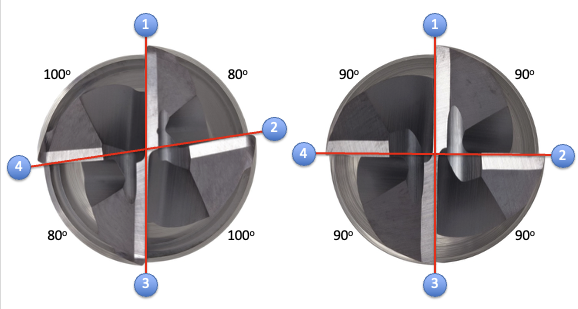
Here is a typical variable pitch design. Note that teeth number 1 and and 3 are going to be in the cut longer than teeth 2 and 4. Therefore, they will wear out sooner and tool life will be less. No one mentions that.
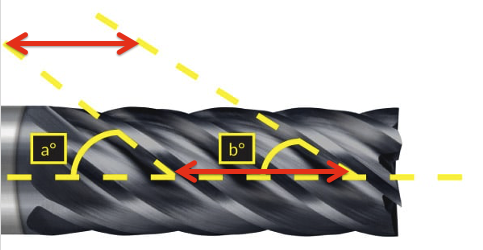
Variable helix also alters the spacing of the teeth, only along the axial plane:
Consider what would happen if you staggered the spacing of the blades of a ceiling fan.

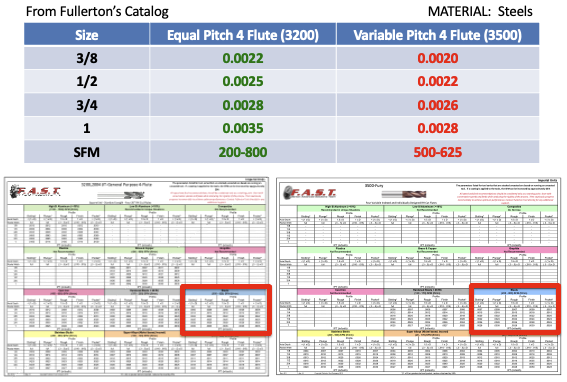
If two teeth are working harder than the other two teeth, then you can't use the same feed rate for variable pitch tools as proportionally spaced. Here is a tool manufacturer's speed and feed chart that shows that:
DO VARIABLE PITCH AND VARIABLE HELIX TOOLS WORK?
Having two closely following teeth behind two hardworking teeth increases process damping, widening the low speed region where the vibration is "rubbed" away by the geometry of the tool design. This could be very valuable in very tough materials that require a low surface speed.
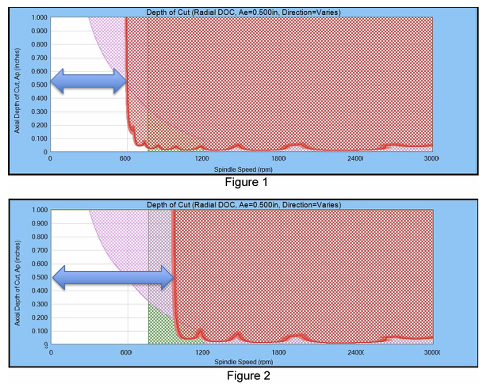
Varying the spacing will also alter the tooth impact frequency and shift the stability lobes. You may be in chatter with a proportionally spaced endmill and switch to a variably spaced tool AT THE SAME SPEED and depths of cut may be stable.
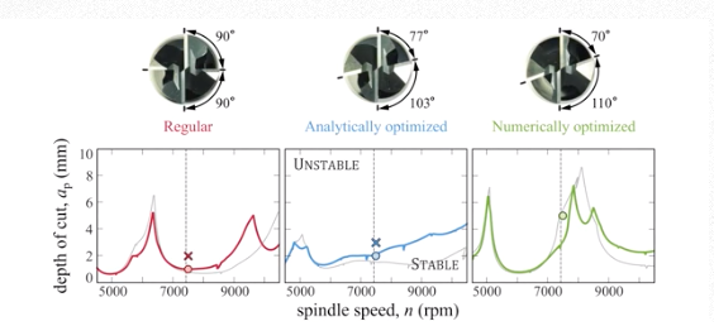
BUT, if you tap tested the proportionally spaced tool you might reveal much faster speeds, as shown in the above stability lobe diagrams.
This may be the most significant reason variable spacing is so widely marketed. They can charge MORE. These endmills are made on the same machines with the same raw material and with the same coatings. Coupled with their shorter tool life, this makes it an ideal product.
This is a quote from a renowned PhD tool designer: “I’ve noticed that the surface finish of VSF cutters looks like it has chatter characteristics even at very low radial engagements (<10%). However, I can get these cutters to scream if I increase the RDOC. My thinking is that VSF cutters might be better suited for hard metal machining where surface speed/RPM is limited by wear rates, or you have a situation where users don’t know how to tune their cutters and they get some extra performance.”
Finally, we refer back to our first tell-tale sign: If variable tooth spacing solves chatter why isn't used in aluminum, the most chatter prone of all materials?